Alles wat u moet weten over houtboren

De penboor, waarmee je een gat met een bepaalde diameter kunt maken, is een van de meest gewilde gereedschappen die populair is bij schrijnwerkers, timmerlieden en andere ambachtslieden die met verschillende soorten materialen werken. De boor heeft een hoge productiviteitsratio en stelt u in staat om snel ronde gaten van verschillende diameters te maken in het te bewerken werkstuk. Er kan niet alleen op houten onderdelen worden gewerkt, maar ook voor het verwerken van gipsplaat, verschillende kunststoffen, MDF en spaanplaat. Door zijn structuur heeft het boorgereedschap van het pentype een langwerpig lichaam in de vorm van een staaf, aan het einde waarvan zich een verlengde snijpunt en een klein kegelvormig uitsteeksel bevindt.



Eigenaardigheden
De houtboor bestaat uit een werklichaam en een staartgedeelte. Het boorproces wordt uitgevoerd door het werkende deel, dat eruitziet als een plat, maar scherp geslepen mesje. Aan het uiteinde van het blad, strikt in het midden, bevindt zich een klein kegelvormig uitsteeksel, dat wordt gebruikt om het midden van het toekomstige gat in het werkstukmateriaal te markeren. De verbrede bladen van het pengereedschap hebben scherpe randen aan beide zijden van het gereedschap, ten opzichte van de taps toelopende richel.
Zijbladen zijn schuin geslepen, waarvan de helling naar rechts is gemaakt.


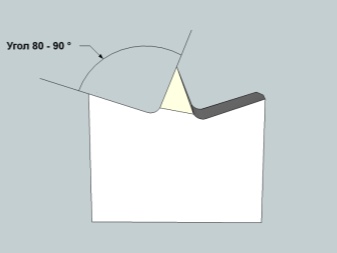
Pengereedschap voor boren is gemaakt met één werkzijde of met twee snijvlakken. Een enkelzijdige penboormachine snijdt een snijhoek van 75-90 ° op het werkstukmateriaal, terwijl een dubbelzijdig gereedschapsmodel in een hoek van 125-135 ° snijdt.

Bij de productie van verenboren houden fabrikanten zich aan geverifieerde verhoudingen die zijn vastgelegd tussen de breedte van het werkblad en de dikte ervan. Bijvoorbeeld, voor een gereedschap met een diameter van 5 tot 10 mm, zal de dikte van het werkende deel van 1 tot 2 mm zijn. Boren met een diameter van 10 tot 20 mm hebben een werkstukdikte van 2 tot 4 mm. Als de penboor een diameter groter dan 20 mm heeft, is de bladdikte 6 tot 8 mm.



Afmetingen (bewerken)
Met een penboor kunnen gaten met een diameter van 5-60 mm worden gemaakt. Om specifieke soorten werk uit te voeren, kiezen vakmensen een bepaalde boormaat, maar indien nodig kunt u een set gereedschappen kopen met de meest gevraagde diameters - 25 en 35 mm, evenals 40, 50 en 60 mm. Dergelijke parameters zijn meestal nodig voor het oplossen van verschillende problemen met betrekking tot houtbewerking, evenals bij de vervaardiging van meubels of andere schrijnwerkproducten. Als het te maken gat een grotere diameter heeft dan 60 mm, moet u een ander type snijgereedschap gebruiken - een cirkelvormige kroon, omdat de kernboor in dit geval geen oppervlakte groter dan zijn diameter.
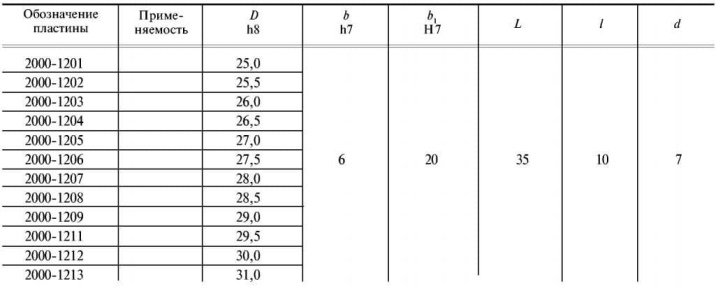
De maat van het pengereedschap voor het boren in de lengte is 150 mm en aan het uiteinde tegenover het werkende deel is er een verwerking van het staaflichaam in de vorm van een zeshoek.
Dit maakt het mogelijk om de boor in de boorkop van een schroevendraaier of boor te bevestigen en om speciale zeskantadapters te gebruiken om een verstelbare boorverlenging uit te voeren. Ondanks de eenvoud van het ontwerp heeft het penboorgereedschap veel positieve eigenschappen en doet het uitstekend werk met de toegewezen taak.


Verwerkingsopties
Bij het kiezen van een boormachine voor het maken van gaten met een grote diameter, laten professionele timmerlieden en degenen die graag houtproducten met hun eigen handen maken zich leiden door het type gat dat ze moeten maken. Gaten in houten of kunststof blanks zijn van de volgende typen.
- Eind tot eind - dat wil zeggen, het gat gaat door de gehele dikte van het werkstukmateriaal. In dergelijke gaten worden verschillende schroefdraadelementen gestoken. Dit kunnen bouten, bouten zijn. Bovendien is het onmogelijk om deurgrepen of sloten te installeren zonder een doorgaand gattype te maken. Bovendien wordt door perforatie veel gebruikt bij de vervaardiging van meubelconstructies.

- Doof - het gat gaat slechts door een bepaalde diepte in het materiaal, zonder een uitgang vanaf de achterkant van het werkstuk. Blinde gaten worden gemaakt voor het monteren van deurscharnieren of worden gebruikt op meubelproducten om een intern deuropening-sluitsysteem te monteren, evenals om handgrepen of sloten te installeren.

In sommige gevallen is een penboor een vervanging voor een schijfsnijder, die ook wordt gebruikt om gaten van grote en kleine diameters te maken, maar in tegenstelling tot een boormachine kost het meerdere orden van grootte meer.
Als het werk eenmalig is en de boordiameter past bij de vereiste gatdiameter, heeft het geen zin om dure apparatuur aan te schaffen, omdat u uit de situatie kunt komen door een betaalbaar pengereedschap te gebruiken om te boren.
De penboormachine is geschikt voor zowel elektrische boormachines als accuschroevendraaiers door deze eenvoudig op de boorkop van deze gereedschappen te bevestigen.

Selectietips
In moderne bouwmarkten is er een enorme selectie penboormodellen die verschillen in het merk en de kosten van de fabrikant, afhankelijk van de kwaliteit van het product. Bij het kiezen van deze tool moet u letten op de volgende belangrijkste parameters.
- Evenredigheid van vorm - er zijn twee geslepen messen op het werkende deel van de boor ten opzichte van de centrale taps toelopende richel. Beide delen van het product moeten symmetrisch zijn en onder dezelfde hoek geslepen. Het is niet overbodig om te controleren of het gereedschap voldoet aan de op de verpakking aangegeven boordiameter, dit geldt met name voor in China gemaakte producten.
- Slijpkwaliteit - het werkende deel van de snijbladen van de boormachine moet goed geslepen zijn, vrij van chippen, chippen en voldoen aan de technische normen. De boor wordt in productie automatisch geslepen en ziet er perfect vlak uit.
- gebreken - het gekochte gereedschap moet zorgvuldig worden onderzocht op verborgen gebreken, die zich zowel op het werkoppervlak van het product als op het staaflichaam kunnen bevinden. De boor, gemaakt in de fabriek, heeft geen vervorming, krassen, spanen, schaafwonden en sporen van roest.


Om niet te worden verward met de keuze van een pengereedschap om te boren en om een echt hoogwaardig en betrouwbaar product te kopen, adviseren experts om aandacht te besteden aan de kleur van het metaal waaruit het bestaat. Het metaal van de meest duurzame boor heeft een diep donkere kleur, die wordt verkregen door het materiaal tijdens het verwerken van het oppervlak met hete stoom.
Dit soort verharding versterkt de staallegering en maakt deze beter bestand tegen mechanische belasting.
Als de boor een stalen donkerzilveren tint heeft, geeft dit aan dat het gereedschap geen aanvullende bewerking heeft ondergaan, wat betekent dat het minder beschermd is tegen mechanische belasting en dat de hardheid lager is dan die van een donkergekleurde analoog.

Sommige penboren hebben een opvallende gouden kleur en een glanzend oppervlak. Als u zo'n hulpmiddel hebt gezien, moet u weten dat de fabrikant het oppervlak heeft behandeld met een titaniumnitride-coating. Deze coating verlengt de levensduur van de boor aanzienlijk en behoudt zijn snij-eigenschappen tijdens het gebruik, en titanium beschermt ook het oppervlak van de boor tegen mechanische schade. Met een titanium penboor kun je met bijzonder duurzame materialen werken door er gaten van een bepaalde diameter in te maken, terwijl de boor niet regelmatig hoeft te worden afgesteld of geslepen - dit zal veel minder vaak moeten gebeuren dan bij conventionele penboormachines gemaakt van ongecoate staallegeringen.


Bedrijfsregels
Om de grootste efficiëntie te verkrijgen bij het uitvoeren van werkzaamheden met een geperforeerde boor en om de periode van hun werking te verlengen, moeten de volgende regels in acht worden genomen.
- Werkzaamheden aan het boren van gaten in houten oppervlakken moeten worden uitgevoerd met lage boorsnelheden, met een indicator van niet meer dan 300-450 tpm. De regel moet worden nageleefd - hoe dikker de boordiameter, hoe lager de rotatiesnelheid zou moeten zijn. Deze aanpak zorgt voor betere resultaten en voorkomt dat de boor vervormt.
- Voor het uitvoeren van werkzaamheden met een penboormachine is het meest geschikt een elektrische boormachine, die het vermogen heeft om zijn kracht aan te passen, terwijl een schroevendraaier niet altijd de gewenste kracht en rotatiesnelheid voor de boormachine kan geven.
- Als de standaardlengte van de boor duidelijk niet genoeg is om op moeilijk bereikbare plaatsen een gat te maken, is het nodig om hiervoor een speciaal ontworpen adapter te gebruiken, die in de boorkop van de boormachine wordt bevestigd.
- Voordat met het boorwerk wordt begonnen, wordt het gedeelte van het werkoppervlak van het werkstuk zorgvuldig gemeten en wordt de werkplaats van de boor geschetst, dat wil zeggen het punt waar het kegelvormige uitsteeksel zal worden geïnstalleerd - dit zal het midden zijn van de cirkel die moet worden uitgevoerd wanneer het gereedschap in werking is. Verder moet de boor worden geïnstalleerd ten opzichte van het werkvlak, waarbij alleen een hoek van 90 ° wordt aangehouden.
- Het wordt aanbevolen om het boorproces met lage snelheden van de elektrische boor te starten en deze geleidelijk toe te voegen naarmate de boor dieper in het werkstukmateriaal gaat. Door RPM aan de boor toe te voegen, kan de boor gemakkelijker door het materiaal gaan en wordt de boormotor beschermd tegen oververhitting. Wanneer u merkt dat de kernboor de gewenste diepte in het werkstukmateriaal heeft bereikt, moet het boorproces worden gestopt.


Nadat het gat in het werkstuk is gemaakt, in de nis, als het niet door is, wordt veel afvalmateriaal verzameld in de vorm van spaanders.
Ze moeten worden verwijderd, en dit kan het beste niet alleen aan het einde van de volledige werkcyclus worden gedaan, maar ook tijdens de uitvoering ervan - zodra je merkt dat er veel chips zijn verzameld.
Om dit te doen, wordt het boren gestopt, worden de spaanders uit het gat verwijderd en wordt de boor opnieuw ondergedompeld in de gevormde uitsparing en gaat door met boren tot het vereiste diepteniveau.


Hoe te slijpen?
Zoals elke werkende boor, moet een pengereedschap van tijd tot tijd worden geslepen, omdat tijdens het boren de messen aan het werkende deel van dit product aanzienlijk bot worden en geen nauwkeurige gaten meer kunnen maken. Dit kan worden gedaan zonder toevlucht te nemen tot het gebruik van complexe technologieën - het slijpen van een boor in de vorm van een veer wordt uitgevoerd met een gewone platte vijl of er wordt een kleine machine met een amarilschijf gebruikt. Tijdens het draaien van een gereedschap is het belangrijk om de hoek van het snijblad te behouden, evenals de vorm van de frezen van het werkende deel van de boor. Bovendien is het belangrijk om het taps toelopende uitsteeksel strikt gecentreerd op het gereedschap te houden.

Het feit is dat elke afwijking van het taps toelopende deel onvermijdelijk is tijdens de uitvoering van het werk zal ertoe leiden dat de centrering van het gat dat door een dergelijke boor is gemaakt, wordt geschonden.
Als het penboorgereedschap tijdens het gebruik ernstig is vervormd, kunt u de geometrische verhoudingen niet volledig herstellen zonder speciale apparatuur.Daarom zal de tijd en moeite die in het proces wordt gestoken, als u de boor met de hand bewerkt, niet lonen - zo'n hulpmiddel is niet langer geschikt voor werk, het moet worden weggegooid. De kosten van een penboormachine zijn niet zo hoog, dus de gemakkelijkste manier in een dergelijke situatie is om zelf een nieuw product aan te schaffen.


Zie hieronder voor een overzicht van het merk Irwin Blue Groove.













De reactie is succesvol verzonden.