Alles over argonlasdraad

Alles weten over de draad voor argonlassen is hetzelfde verplichte moment voor elke lasser, evenals de mogelijkheid om elektroden, typen en kenmerken van de stroom te selecteren. De keuze voor deze draad is ook niet zo eenvoudig als het lijkt. En de toepassing ervan kan met een aantal valkuilen dreigen als het niet correct wordt gedaan.

Eigenaardigheden
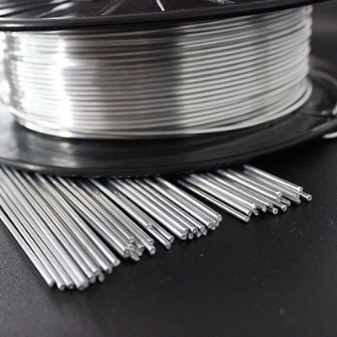
Het belangrijkste kenmerk van een argonlasdraad is het uiterlijk. In de meeste gevallen zijn deze componenten metalen staven die tot klossen zijn gedraaid. U moet dergelijke klossen in het invoermechanisme plaatsen. De binnenkomende draad zelf kan een massieve of holle structuur hebben. Er zijn ook producten met spetters. Het toevoegmateriaal moet exact gelijk zijn aan het materiaal van het werkstuk.
Alle pogingen om deze regel te overtreden leiden niet tot iets goeds. De haspelverzending is handig voor industrieel gebruik. In de handmatige modus wordt de draad voornamelijk voor handwerk in het werkgebied gevoerd. Over het algemeen stelt de technologie geen andere bijzondere eisen.


Keer bekeken
Massief draad is gemaakt van puur metaal. De samenstelling van dergelijke apparaten mag geen onzuiverheden bevatten, er mogen ook geen additieven worden gebruikt. Ondanks hun eenvoud worden deze soorten draad het meest gebruikt door lassers. Zij zijn het die voornamelijk worden genomen voor het lassen in een gasatmosfeer. Flux-gevulde draad is praktisch ongeschikt voor argonlassen, omdat het specifiek bedoeld is om de externe gasafscherming te vervangen door stoffen die vrijkomen bij het smelten van poeder.
Het meest interessante is het geactiveerde item. Het combineert de voordelen van vaste en poederoplossingen zonder hun nadelen. Verschillen gelden ook voor het soort te lassen materiaal. Toevoegdraad voor argon-boogverwerking van ferrometaal is een van de meest voorkomende opties. De hoofdverdeling is als volgt:
- Flux-gevulde draad wordt gedwongen gebruikt voor het manipuleren van koolstofstaal dat later een warmtebehandeling krijgt (hoewel dit meestal niet de beste keuze is);
- aluminium is nodig om met aluminium te werken (het kan mangaan, silicium, magnesium en andere insluitsels bevatten);
- roestvrijstalen lasdraad - gebruikt bij het werken met staal dat is gelegeerd met chroom of nikkel;
- verkoperd (voornamelijk gebruikt bij het lassen van zwaar gelegeerde of matig gelegeerde werkstukken);
- blank staal (bij voorkeur voor het werken met licht gelegeerd metaal).



Roestvrij draad wordt actief gebruikt om staal te lassen dat chroom of nikkel bevat. De uitvoer moet een naad van zeer hoge kwaliteit zijn.
Het verschijnen van scheuren is bijna onmogelijk, evenals het optreden van corrosieprocessen. Bij gebruik van roestvrij draad wordt de hoeveelheid spatten geminimaliseerd. De boog zal zeer actief en stabiel werken en de levensduur van de naad zal aanzienlijk toenemen.
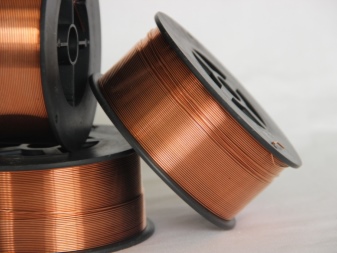
Verkoperde draad heeft dezelfde positieve eigenschappen als zijn roestvrije variant. Bovendien helpt het ook om handstukken te sparen, ongeacht de gebruikte lasmachine. De levering van verkoperd draad betekent meestal dat het op een plastic cassette wordt gewikkeld. Typische diktes variëren van 0,6 tot 1 mm. Verkoperde draad (bijvoorbeeld SV-08G2S) vergemakkelijkt het herstarten van de lasboog en helpt de verbranding in elke modus te stabiliseren. Het alternatieve product van ESAB is ontworpen om te werken met:
- gereedschapsstaal;
- staallegeringen gebruikt in de scheepsbouw;
- gestempeld metaal;
- aluminium;
- gietijzer.

Gewoon staaldraad voor argonlassen is toepasbaar in bijna elk gebied van industriële productie. Dit verbruiksartikel is geclassificeerd volgens een groot aantal indicatoren. Een zeer belangrijke rol, samen met de sectie, is de mechanische sterkte van het materiaal. De exacte chemische samenstelling is ook belangrijk - zoals altijd, hoe dichter bij het werkstuk, hoe beter en efficiënter het werk. Alleen draad gemarkeerd met de afkorting "Sv" kan worden gebruikt, de doorsneden variëren van 0,03 tot 1,2 cm.
Er is veel vraag naar aluminiummateriaal bij het hanteren van aluminiumlegeringen, waar het aandeel silicium beperkt is tot 3%. Het beperkende kopergehalte varieert in dit geval van 3 tot 5%. Soortgelijk vulmateriaal:
- garandeert verhoogde sterkte;
- geeft dezelfde kleur als de blanco's zelf;
- is niet inferieur in corrosieweerstand tegen aluminiumstructuren.
Er is veel vraag naar aluminiumadditieven bij de fabricage van auto's, rivier- en zeeschepen. Een dergelijke draad wordt vrij massaal gebruikt bij het lassen van constructies in contact met water. Maar het is belangrijk om te begrijpen dat puur aluminium in de praktijk niet wordt gebruikt, het wordt altijd gemengd met andere stoffen - anders kan er niet voldoende sterkte worden geboden.
Dit moment is ook typisch voor lastoevoegmaterialen. Het aandeel additieven is daar echter niet groter dan 1%.



Keuze
Het belangrijkste punt zijn de manipulaties die worden uitgevoerd. Draad die is ontworpen voor argonlassen zelf is niet geschikt om te snijden (en vice versa). Er moet aandacht worden besteed aan de diameter van de producten. Het is heel natuurlijk dat hoe dikker het metaal, hoe groter het additief moet zijn. In de meeste gevallen wordt gekozen voor een draad met een doorsnede van 3 mm.
Het is vermeldenswaard dat er speciale versterkende componenten in de lasdraad aanwezig kunnen zijn. De technische eigenschappen van het product zijn afhankelijk van de hoeveelheid en verhoudingen. Het is ook de moeite waard om aandacht te besteden aan draadmarkering. Na de letters "Sv" staat een getal dat de concentratie koolstof weergeeft. Verder worden extra metalen aangegeven als de metaalconcentratie 0,99% of minder is.



Gebruiksaanwijzing
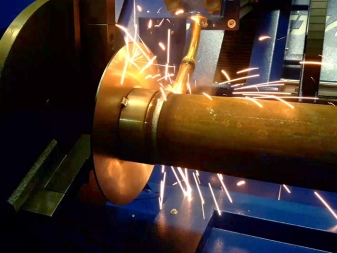
De lasdraad kan in automatische of semi-automatische modus worden gebruikt. De toevoer van argon moet strikt synchroon verlopen met de toevoer van het additief. U zult ook een gespecialiseerde brander moeten gebruiken. Het gebruik van gelijkstroom met directe polarisatie wordt verondersteld. Werking op wisselstroom impliceert het gebruik van een oscillator, maar in de praktijk wordt dit type manipulatie alleen getoond bij het werken met kleine dunwandige buizen.
Handmatig argonlassen wordt soms ook beoefend. De operator houdt de toorts met de ene hand vast en de draad met de andere. Deze laatste wordt zo soepel mogelijk in het werkgebied ingevoerd. Deze methode vereist een stevige, sterke hand en een stabiel oog.
En zelfs onder dergelijke omstandigheden is het niet mogelijk om lang en stabiel te werken, daarom is het zeer wenselijk om op zijn minst een halfautomatisch apparaat te gebruiken.














De reactie is succesvol verzonden.