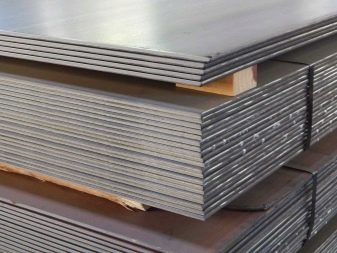
Warmgewalste plaatproducten

Warmgewalst plaatstaal is een vrij populair metallurgisch product met een eigen speciaal assortiment. Wanneer u het koopt, moet u zeker de verschillen begrijpen met koudgewalste metalen platen gemaakt van C245-metaal en andere merken. Zo kun je bepalen wat in een bepaald geval beter is: koud of nog heet metaal.

Kenmerken van productie:
Al uit de naam is het duidelijk dat warmgewalste plaatproducten worden gemaakt bij hoge metaalverwarming... De temperatuur moet worden verhoogd tot minimaal 920 graden. Vervolgens worden de werkstukken naar de walserijen gestuurd, waar plastische vervorming optreedt als gevolg van de loop in de opening tussen de rollen. Voor de verwerking kunnen naar keuze van technologen staal S245 en andere legeringen worden gebruikt. Walserijen kunnen produceren:
- plaat;
- vel;
- strip (vervolgens tot rollen gerold) metaal.
Als het uit de rollen komt, wordt het gewalste metaal blootgesteld aan de impact van roltafels, oprollen om op rollen te rollen, rolafwikkelsystemen, het wordt gesneden, rechtgetrokken, enzovoort. Maar de eerste fase is verwarming in speciale ovens (waar platen worden gevoed met behulp van afzonderlijke mechanismen). Het rollen na levering van het verwarmde metaal aan de functionele standaard vindt herhaaldelijk plaats. Bij sommige gordingen kan de plaat zijdelings of onder een bepaalde hoek worden ingevoerd. De zogenaamde richtmachine is verantwoordelijk voor het rechttrekken.
Daarnaast kun je oefenen:
- koeling in speciale koelkasten;
- kwaliteitscontrole;
- opmaak voor verdere verwerking;
- randen en randen bijsnijden;
- snijden in platen met gespecificeerde afmetingen;
- extra koudwalsen (om de gladheid te verbeteren en de mechanische parameters te verbeteren).
In sommige gevallen is het staal verzinkt en gecoat met polymeren. Over het algemeen komt warmwalsen veel vaker voor dan koudwalsen. Deze manier van manipuleren maakt het mogelijk om effectiever om te gaan met de structurele heterogeniteit en ambigue verdeling van stoffen in de dikte van het materiaal. Rolplaten moeten gelijkmatig in lengte en breedte worden gesneden, de afwezigheid van bramen en scheuren, holtes en slakinsluitingen moet worden gecontroleerd. Ook de aanwezigheid van:
- zonsondergangen van het oppervlak;
- bubbels;
- gerolde schaal;
- bundels.
Geavanceerde bedrijven gebruiken continue brede walserijen... De molens worden aangevuld met automatische besturingssystemen. De platen stoppen precies tegenover de vulgaten, omdat hiervoor speciale signaleringsmachines verantwoordelijk zijn. De opwarmprocedure kan enkele uren duren en is niet minder verantwoordelijk dan het rollen zelf. Op de voorbewerkgroep van stands:
- schaal breekt;
- het eerste walsen is aan de gang;
- de zijwanden worden samengedrukt tot de vereiste breedte.
Vliegende scharen zijn het belangrijkste onderdeel van de groep afwerkingsmachines. Het is op hen dat het begin en het einde van de strook worden afgesneden. Na de nabewerking op deze groep machines worden de werkstukken verder getransporteerd met behulp van de uitvoerrollentafel.
Versnelde warmteafvoer wordt verzorgd door watertoevoer. Op verschillende coilers worden spoelen van verschillende diktes gewikkeld.

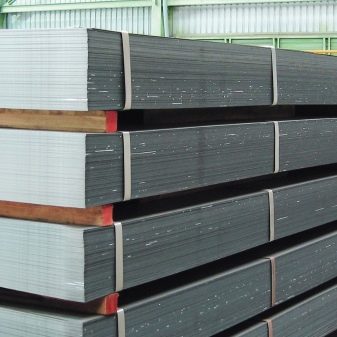
Assortiment
De typeaanduiding en classificatie van plaatproducten moet voldoen aan de vereisten van GOST 19904 van 1974. Typische plaatdikte kan zijn (in millimeters):
- 0,4;
- 0,5;
- 0,55;
- 0,6;
- 1;
- 1,8;
- 2;
- 2,2;
- 3;
- 3,2;
- 4,5;
- 6;
- 7,5;
- 8;
- 9;
- 9,5;
- 10;
- 11;
- 14mm.
Er zijn ook dikkere voedingsmiddelen:
- 20;
- 21,5;
- 26;
- 52;
- 87;
- 95;
- 125;
- 160mm.
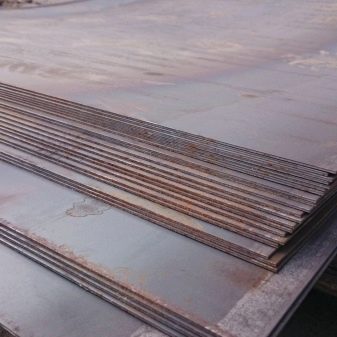
Dunne warmgewalste platen zijn meestal gemaakt van versterkt metaal.Voor de vervaardiging van ketels en andere drukvaten worden laaggelegeerde, koolstof- en gelegeerde staalsoorten gebruikt. Daarnaast zijn er:
- vellen voor koud stempelen;
- staal voor scheepsbouw;
- structurele legering met een laag legeringsniveau voor de constructie van bruggen;
- hoge en standaard precisieplaten;
- metaal van de hoogste en hoogste vlakheid;
- verbeterde vlakheidsplaat;
- staal met normale vlakheid;
- producten met gesneden of niet-gerande rand.


Vergelijking met koudgewalste platen
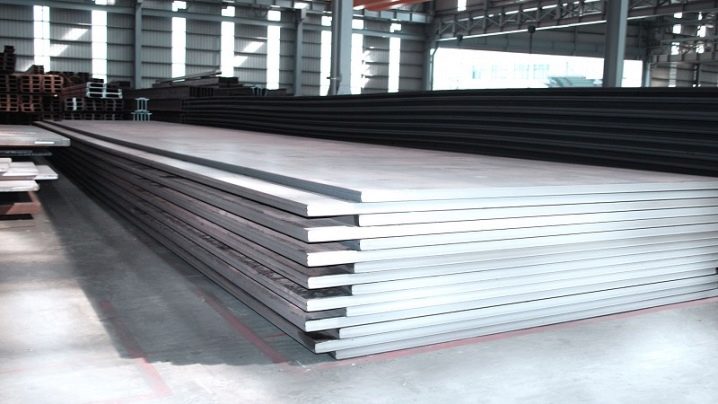
Warmgewalste metalen platen worden voornamelijk niet op zichzelf gebruikt, maar voor verdere verwerking en toepassing in geselecteerde industrieën. Hun kenmerken zijn zeer aantrekkelijk voor:
- algemene werktuigbouwkunde;
- productie van wagons;
- constructie van auto's en speciale apparatuur (een aanzienlijk aandeel van metalen waarvoor het warmgewalste producten zijn);
- scheepsbouw;
- productie van consumptiegoederen.
Er kunnen grote verschillen zijn tussen specifieke verhuurmerken. Ze hebben bepaalde chemische en fysische eigenschappen in overeenstemming met het gebruiksdoel en de bedrijfsomstandigheden. Heet staal is beter dan koud staal: het is goedkoper. De dikte van het warmgewalste metaal kan 160 mm zijn, maar koude verwerking maakt het niet mogelijk een laag dikker dan 5 mm te verkrijgen.
Precisiewalsen is het grootste probleem bij hete staalplaten. Het wordt geassocieerd met de inhomogeniteit van verwarming over het gebied, evenals met moeilijkheden bij warmteafvoer en andere problemen. Maar deze problemen zullen gegarandeerd verdwijnen in het licht van het kostenvoordeel. Hiermee kunt u grootschalige projecten uitvoeren zonder hoge kosten.

De voordelen van een dergelijk metallurgisch product zijn ook:
- geschiktheid voor verder stempelen;
- een behoorlijk niveau van laskwaliteiten;
- uitstekende mechanische sterkte;
- weerstand tegen ongelijke belastingen;
- lage gevoeligheid voor slijtage;
- lange gebruiksduur (onder voorbehoud van zorgvuldige behandeling met anticorrosiemiddelen).
Terwijl het metaal door de rollen wordt gevoerd, wordt het geleidelijk dunner en dunner. Bovendien wordt het mogelijk om het oppervlak een andere geometrische configuratie te geven. Geprofileerde platen worden losgemaakt op de dakbedekkingsmaterialen. Machinebouwers zullen eerder vlakke platen kopen als er geen specifieke voorkeur is. De staalsoort voor walsen wordt gekozen rekening houdend met de vereiste taaiheid, sterkte en andere factoren.
Legeringen St3 en 09G2S zijn gewild. Ze zijn geschikt voor de productie van gewalste metalen producten voor algemeen gebruik. Voor het werken met koolstofhoudende en lichtgelegeerde grondstoffen gelden de normen GOST 11903 van 1974. Deze norm voorziet in een laagdikte van 0,5 tot 160 mm. Als het de bedoeling is om gewalste producten te produceren van een hoogwaardige structurele legering, is het raadzaam om de normen van GOST 1577 van 1993 te volgen. Voor een relatief dun product is geen warmtebehandeling nodig. De norm uit 1980 schrijft normen voor voor de productie van bijzonder duurzame gewalste producten. De dikte van een dergelijk product is niet groter dan 4 mm.
De standaardbreedte is beperkt tot 50 cm, maar in een overeenkomst tussen de fabrikant en de consument kan dit cijfer worden gewijzigd. Legeringen 09G2S, 14G2, evenals 16GS, 17GS en een aantal andere opties kunnen worden gebruikt.













De reactie is succesvol verzonden.